Make your Samsung S10+ S10 S10e great again*
battery drain issue solution
*sort of – only for rooted devices (may 2019 only exynos)
UPDATE : you can edit build.prop file without root, you need adb and edit file in recovery mode (google it)
You need
- samsung S10 phone
with exynos chipset(tested with s10e-G970F) - april 2019 rom – tested on G970FXXU1ASD5_G970FOXM1ASD4
root your s10-follow this https://www.youtube.com/watch?v=o3a8YnWT3yk 100% working, verified by me :-)- CPU Spy from Play store to verify deep sleep times
Let’s go
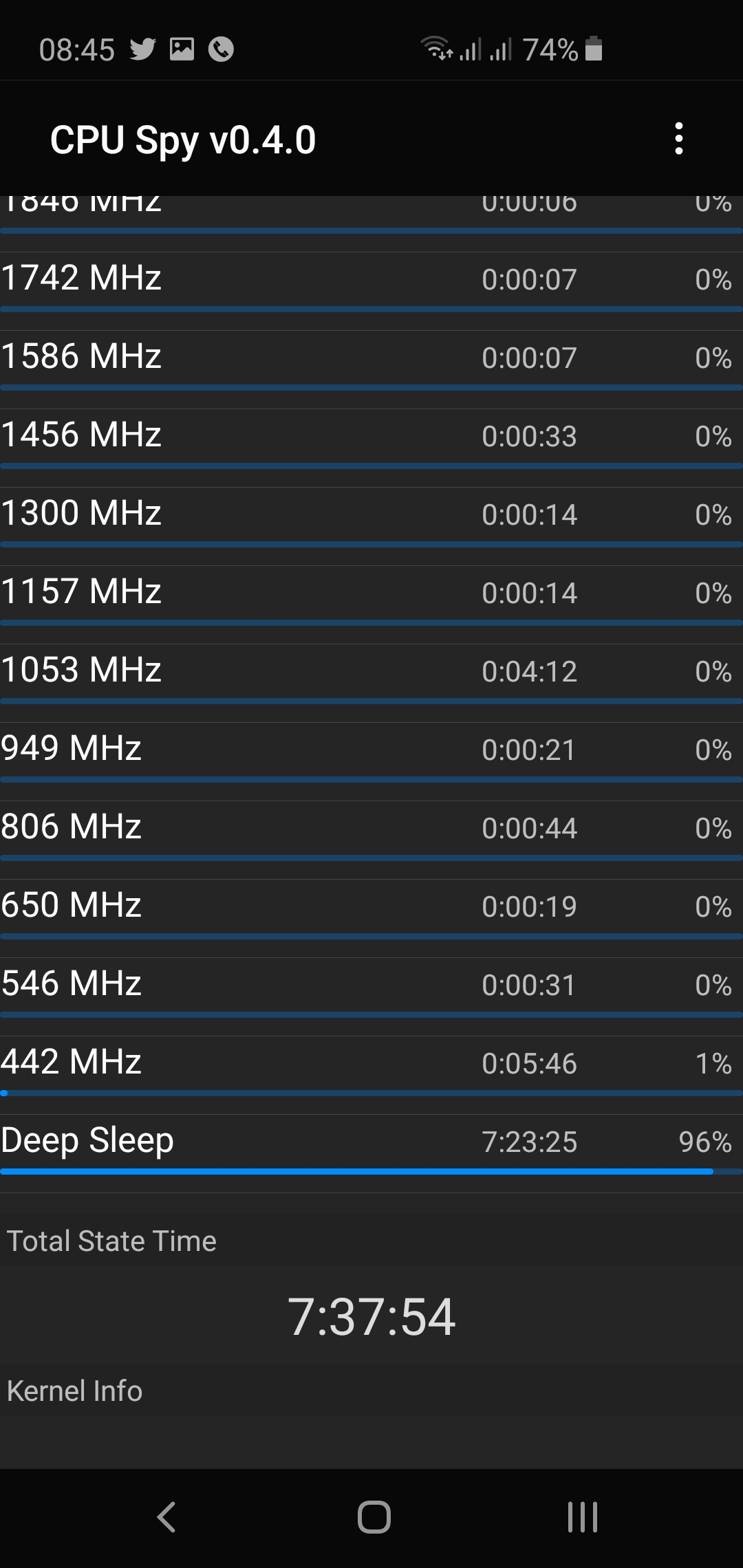
Open CPU spy and check your Deep sleep value (mine was 15% over night). Yeah, pretty bad!
- Open your favorite file editor (supporting root) Total Commander is fine.
- Open file “system/build.prop” (or use adb edit method!)
- write “wifi.supplicant_scan_interval=200” at the end
- save
- reboot
You are gold. Put phone to your pocket, wait hour and check CPU spy, Deep sleep value should be at least 90%.
Optional
- Open options
- find Wi-fi scanning and Bluetooth scanning
- disable both
It should be 1-2% increase Deep sleep.
beware
- Uninstall/disable DS Battery Saver
- Uninstall/disable Greenify
If you have Greenify running (with Doze and other hibernation options) disable it as soon as posible.
My Deep sleep was only 84% with Greenify and DS Battery Saver enabled. I have 92% now without this software.
End
It is sad that only rooted device can be tweaked. Hope SD855 will be rooted soon. This tweak is valid to many Android devices. Not sure negatives of long scan interval. Do it on your own risk.
Like it? Buy me a coffee. 
Result is amazing. After night (8 hours) phone lost only 5% battery and was 96% time deepsleeping. Before this, phone was able to lost 20% battery during night, fakesleeping. So yeah. Phone is dualsim, wifi, bt, nfc enabled. Power mode is Medium power saving and adaptive saving off.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}